Schnieder Márk: Terotechnológia a betoniparban - Bevonatolás keményforrasztással
A szakmában dolgozó műszaki kollégáknak mondani sem kell, hogy a betonipar az alkatrészek szempontjából az egyik legnagyobb koptató hatással bíró iparág. A beton keverésében és előkészítésében részt vevő gépalkatrészek a közeggel érintkezve sok esetben egyszerre szenvednek súrlódásból, ütésből és korrózióból fakadó koptató igénybevételeket, miközben a homok, a kavicsok és a víz együttesen fejtik ki áldásos hatásukat. De hogyan készíthetjük fel legjobban kopóalkatrészeinket a koptató igénybevételekkel szemben? Az alábbi cikkben egy lehetséges alternatívát ismertetek.
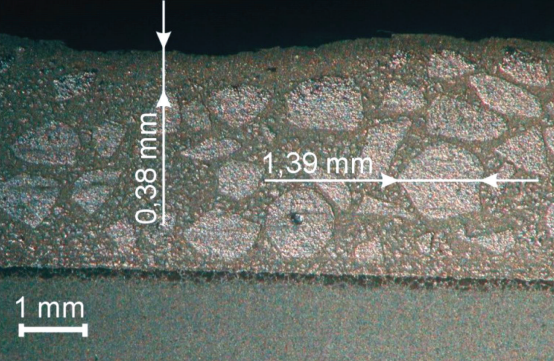
1. kép
KEMÉNYFORRASZTÁS
Keményforrasztásnak általánosságban az alkatrészek 450 °C felett végzett kötőforrasztását nevezzük. Az egyik jól ismert különbség a hegesztéshez képest, hogy a forrasztás során az alapanyag nem olvad meg, és kisebb hőterhelést – így kisebb deformációt is szenved, mint a hegesztési eljárások során. Léteznek azonban nem kötő célú forrasztások is, ugyanis ez a technológia kopásálló rétegek felrakására is használható, ráadásul az így képzett rétegek általánosságban meghaladják a különböző kemény felrakóhegesztések által elérhető kopásállóságot. Ezt a mértékű kopásállóságot kompozitnak számító forraszanyagokkal tudjuk elérni, amely általában egy lágyabb, mátrixként funkcionáló anyagot és az abban „elnyeletett” kemény, kopásálló részecskéket jelenti. Jelen bemutatott kopásvédelmi célú felrakó forrasztásnál a mátrixanyag nikkelötvözet, amelyben volfrám-karbid szemcsék találhatók. Az így képzett, és a képen látható keresztmetszetű kompozit anyag számos előnnyel rendelkezik. A forraszanyag megolvasztásához és a réteg képzéséhez acetilén-oxigén láng használatos, viszont az alapanyagot nem olvasztjuk meg, így a hagyományos felrakóhegesztésekhez képest kisebb hőterhelést szenved az alapanyag, illetve a deformáció a rideg és kemény felhegesztett rétegekhez képest is kisebb mértékű, köszönhetően a nikkelötvözet nagy nyúlásának. Az eljárás jellegéből adódik, hogy az alapfém szerkezetében nem keletkezik változás, így hőkezelt alkatrészeken is képezhető vele bevonat, és amíg a volfrám-karbid szemcséket tartalmazó hegesztőanyaggal történő ívhegesztés nagy óvatosságot igényel a karbidszemcsék épségének megőrzése miatt, jelen eljárásnál ez sem jelent problémát, itt ugyanis a forrasztás hőmérséklete alulmarad ahhoz a hőmérséklethez képest, amelyen a karbidszemcsék sérülnének.

2. kép
KEMÉNYFÉM-LAPKÁK ALTERNATÍVÁJA
Az 2. képen 2 betonkeverő lapát látható. A bal oldali keverőlapát egy hagyományosabbnak mondható eljárással, vídialapkák keményforrasztásával készült, míg a jobb oldalon egy ettől jelentősen eltérő megoldás látható. A keverőlapát előre felhegesztett lemezekből készült, amelynek az erősebben igénybe vett éleit extra kopásvédelmi célú keményforrasztással láttuk el. A keverőlapátoknál megfigyelhető, hogy a felület nem egyenletes mértékben kopik, bizonyos helyeken intenzívebb a kopás mértéke, mint más helyeken. A kopás jellegét elemezve és erre reagálva keletkezett a jelen képen látható megoldás. Az eljárás egyik jelentős előnye, hogy hasonló kopási jellemzők mellett a keményforrasztással ellátott keverőlapát kevésbé érzékeny az ütésre. Gyakori jelenség a gépek takarítása közben, hogy a lapátokról a gépkezelő személyzet a megkeményedett betont kalapács használatával távolítja el. A vídialapkás megoldás erre érzékeny, a lapkák eltörhetnek, lepattanhatnak a felületről. A forrasztott lapátoknál viszont a szívós mátrixnak köszönhetően az ilyen jellegű igénybevétel nem jelent gondot, az anyag képes elnyelni az ütéseket a felrakott réteg lepattanása nélkül. Így még ha ugyan a vídialapkák keménysége nagyfokú kopásállóságot is biztosít, ez a hatás viszont a gondatlan karbantartás következtében nem tud érvényesülni. Mindezen érvek mellett az is leszögezhető, hogy a felrakó-keményforrasztással ellátott lapát gyártási költsége megoldástól vagy kivitelezőcégtől függően jelentősen alulmaradhat a hagyományosnak mondható lapkás megoldással szemben, ami mögött főleg a lapkák beszerzési költsége, illetve a gyártástechnológiája áll.

3. kép

4. kép
Összességében a felrakó-keményforrasztás egy csak kis mértékben apparátus-igényes, lánghegesztésben jártas szakemberek által könnyen elsajátítható technika, amellyel a megfelelő kompozitanyag felhasználásával a kövek, kavicsok és a homok által keltett abráziónak tartósan ellenálló kopásvédelmi rétegek hozhatók létre amorf geometriák és vékony élek mentén is. Számos előnye mellett az így képzett bevonatok élettartamukban pedig jócskán meghaladják a hagyományos HB keménységekkel jellemzett általánosan elterjedt kopásvédelmi célú hegesztőanyagokkal képzett felrakásokét.
(fotók: a szerző)